
News+Media
Innopipe client with eight 8",10" and 12"units in gathering line service along with five 2 and 3" dia. units in use for well-testing in Central East Asia:
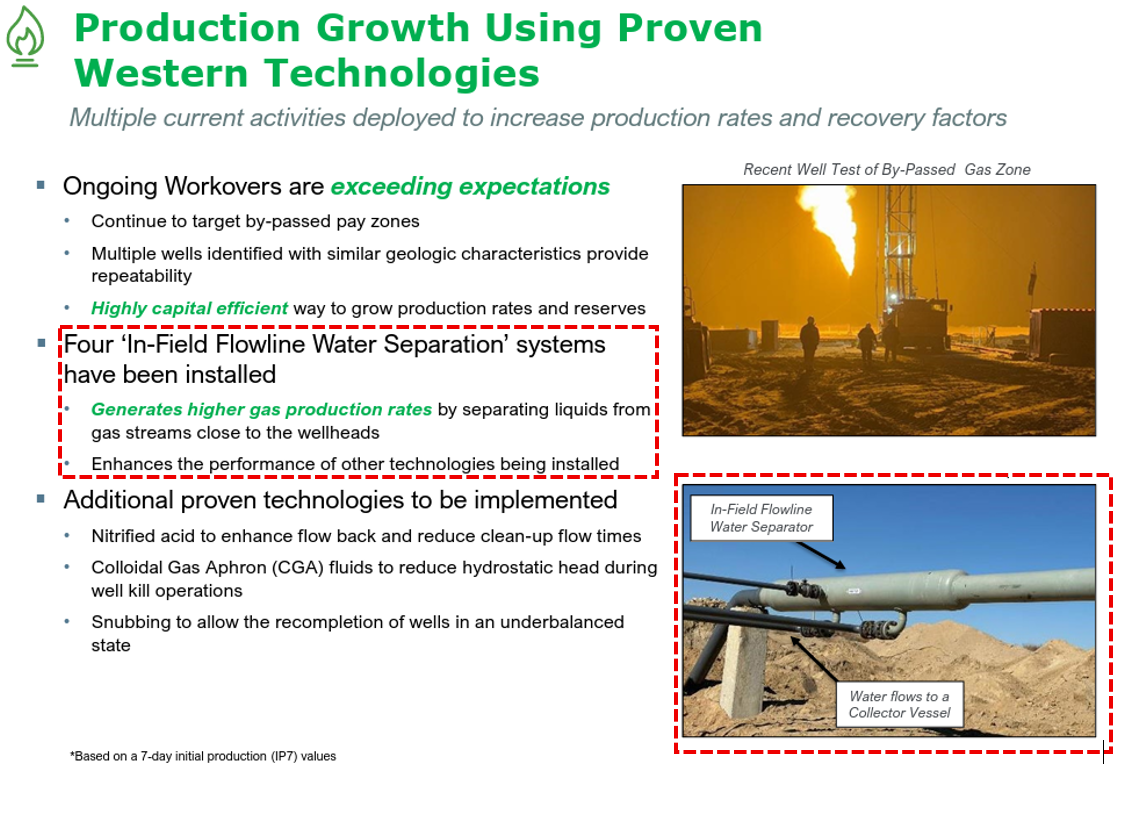
The Company commissioned the country's "first in-field flowline water separation system which separates water from the gas streams at the field gathering network rather than at the production facility. This reduces pipeline flow pressure that can lead to higher reservoir flow rates. Three additional separation units have since been installed and are being commissioned. "
Photos

Alaska Installation sends liquids to parallel line to plant

Exterally coated Innopipe ready for installation

In-ground cavern bi-directoinal piggable drip replacement

Sandblasting prep for coating

Inspection of ASME component welds on inspection manway

inspection of pipeline code components

Innopipe Collection Reservoir built to ASME Sec. VIII with inspection manway

Innopipe liquid collection reservoir ready to ship to site
Innopipe Increases Gas Production by Dewatering Gathering lines
Testimonial 1: Innopipe Well Testing Separator Outperforms Cyclone Separator (Ker West Production Testing)

3″ Innopipe “flowed gas rates of 35 E3m3/d (1.236 MMSCF) with virtually no operational problems”

3″ 1440 psi Innopipe trailer-mounted for gas well testing
In answer to your inquiry regarding the Innopipe unit we use. They are as follows:
– 3˝ x 8˝ Innopipe Sep (2 Phase)
– 8 ˝ Water leg – Sour service 1440 PSI WP
This is a trailer mounted package we use to conduct WGR (Water Gas Ratio) testing for our clients. These units can be tied in either upstream or downstream of the existing meter run (measurement point).
We are using a 2˝ Vortex Meter (digital) for our gas measurement and a Fluid Totalizer (digital) for our fluid measurements. To date we have flowed gas rates of 35 E3m3/d with virtually no operational problems.
The main benefit of the Innopipe design (the engineered slots), is efficient fluid removal at lower pressures. A standard Recycle Cyclone design requires higher flowing pressures (to create cyclone effect) for optimum fluid separation.
Ker West has three (3) portable field units that have been operating for the past ten (10) months. We are confident enough in the quality of the Innopipe Separator that Ker West has recently purchased two (2) additional units.
Yours truly,
C.L. (Kerry) Kerrison
Ker West Production Testing Ltd.
Testimonial 2: Innopipe gathering line liquids removal and 3-phase separation (Central Asia)
Innopipes remove liquids from gathering lines to increase field gas production:
“Our company took over operation of a field experiencing declining gas production. Innopipes help remove liquids in our gathering lines, thereby removing backpressure on individual wells and improving per-well gas production. The Innopipe inline separators are a cost effective, reliable technology to achieve this goal. So far, we deployed 8 systems and plan to continue to use these as we expand our operations. The Innopipe team was knowledgeable, easy to work with, and quick to respond to our needs. This technology should be considered by anyone optimizing gas gathering and gas transmission lines.”
– 8˝, 10″ and 12″ dia. x 16″ Innopipe Separators (2 Phase), 8 total delivered each combined with the same design collection reservoir;
– 42″ dia. x 16′ seam to seam std. service, 1200 PSI MAWP @ 120 F, RT-2, 3-phase dual function liquid collection reservoir and separator.
This is a system specifically designed for deployment in an existing field built to GOST design standards in a former Soviet satellite republic in a field now operated by a Canadian producer.
Specific attention to matching design standards, ID and OD compatibility to enable pigging operations, and matching operating and design pressures was required by the producer. The producer required Innopipe not only to remove liquids from field gathering lines; they further challenged Innopipe to separate removed liquids into water and valuable condensate phases.
Innopipe’sexperienced in-house process design teams applied it’s already-proven hydrocarbon treatment expertise to implement advanced internals to enhance separation quality. Maximizing retention time for each liquid phase results in liquids totals of 1,500 Bbl/d, regularly removed from gathering lines. The system is rated to remove up to 3,000 Bbl/d of liquids, providing future system resilience as field conditions change.
Of note:
Due to implementation time limits, the Innopipe systems and their separators were designed and built to fit specific weight and dimensional constraints. This enabled flying components, reducing 1.5-3 month surface travel time from completion to field depoloyment, to an airfreight enabled mere weeks. This also removed many local logistics challenges. Innopipe’s excellent size to performance envelope ratio means full capability without compromise . A lighter weight solution not only saved capital cost, it also enables faster field deployment with lower construction costs and less foundation preparation requirements. Operations’ expansion plans include future Innopipe systems as part of both future production and testing programs.
Reference contact information available on request.
Tower Carry Over Liquids Recovery Case Study
Innopipe solved liquid carry overs for one of Canada’s largest gas producers. Amine and glycol carried over liquids from process towers. In glycol dehydration towers, Industry practice accepts a loss of ~3 lb /MMSCF (2 × 10-4 kg/Nm3 ), but in this case, much greater losses than expected became a significant chemical costs. Sometimes towers see more gas than the original design rate causing carry-overs. As a rule, skid manufacturers recommend conventional treated gas after-scrubbers, but often these are not installed, or don’t function optimally, and on top of that cause an undesired pressure drop with commensurate additional compressor boosting requirements.
See the PDF Copy here: Case Study_Tower Carry Over 20230725
New Design Improves Performance of Gas-Pipeline Drip Separators
A 26-in. piggable drip is installed in 1996 on the Union Gas Ltd. natural gas storage and transmission system at the Dawn compressor station near Chatham, Ont. Union’s system handles more than 1.2 tcf/year of gas, linking natural gas from Western Canadian and US supply basins to central Canadian and Northeast US markets. Click here to enlarge image Canadian gas-plant tests of a new design for in-line gas pipeline liquid separators (“drips”) have shown that efficiency of free liquid separation in a pipeline can be increased by a factor of close to ten.
See PDF copy of Oil & Gas Journal article
External Corrosion As Indicator of the Presence of Internal Liquids in Pipelines
Natural gas transmission pipelines are far more susceptible to external corrosive attack than similar operating oil pipelines. To explain the difference, it is proposed that the internal liquid content of the natural gas transmission pipeline may actually promote corrosive chemical reactions on the outside steel surface of the pipeline.
Innovative Solutions for Liquids Removal in Natural Gas Pipelines
Natural gas pipelines often contain liquids that can interfere with the proper operation of pipeline related equipment such as compressors, regulators, meters, and processing equipment. These liquid contaminants normally include hydrocarbon condensate, lubricating oils, glycols, water, and other chemicals used in the treatment, dehydration or compression of natural gas.
